Tại sao các chi tiết của bạn có vết nước sau khi hoàn thiện rung và cách khắc phục
May 07 , 2026
Vì sao các chi tiết của bạn bị đốm nước sau khi hoàn thiện rung và cách khắc phục
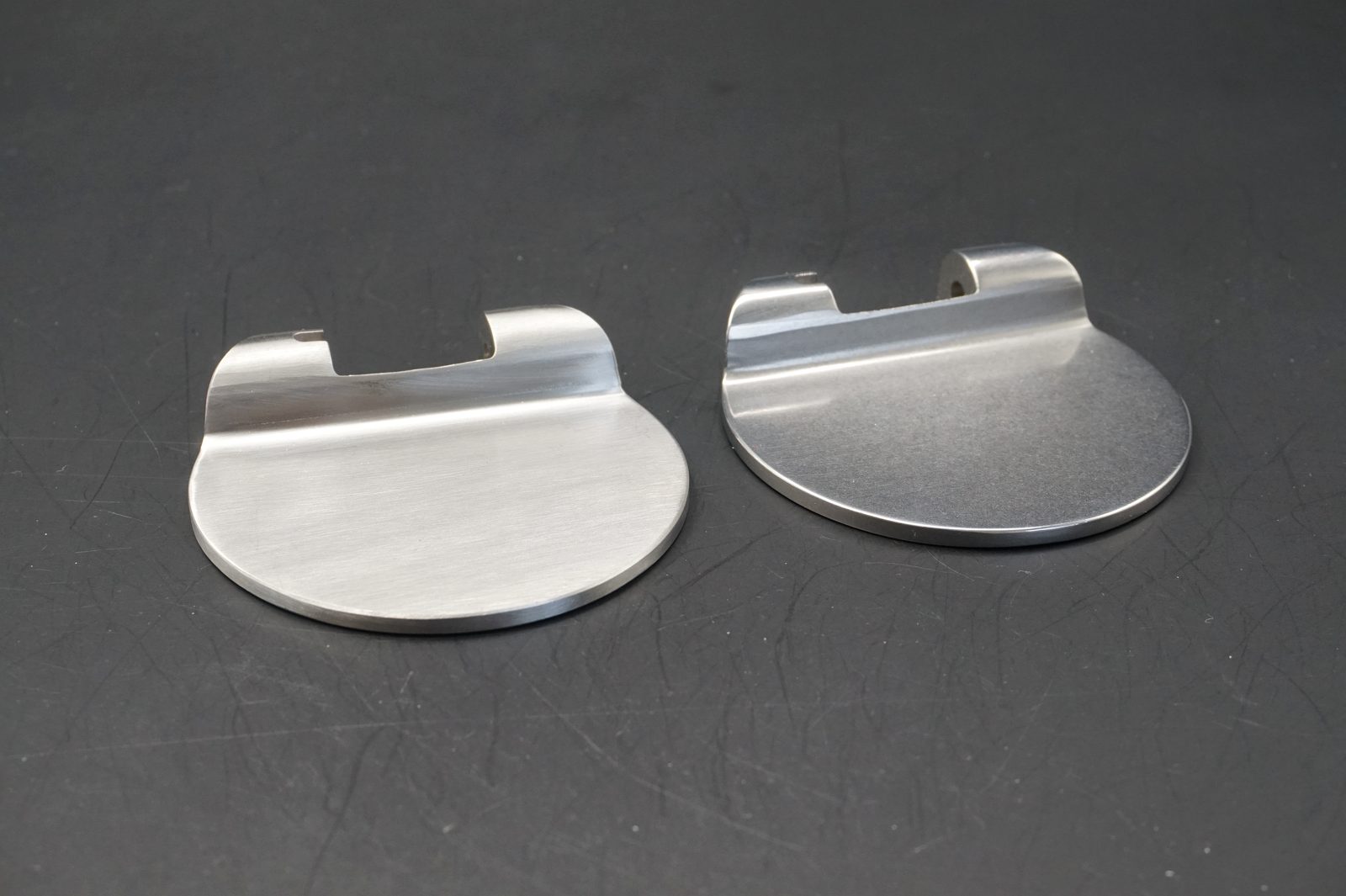
Đốm nước sau khi hoàn thiện rung không chỉ là vấn đề thẩm mỹ. Chúng có thể khiến các chi tiết đã đánh bóng trông không đồng nhất, làm tăng tỷ lệ loại bỏ khi kiểm tra, làm chậm quá trình đóng gói và tạo thêm công việc lau thủ công. Trong nhiều trường hợp, quy trình hoàn thiện là tốt, nhưng các bước làm sạch, rửa, kiểm soát hợp chất hoặc sấy khô không đủ ổn định.
Hướng dẫn này giải thích vì sao đốm nước xuất hiện sau quá trình hoàn thiện rung ướt và cách giảm thiểu chúng thông qua việc cải thiện rửa, lựa chọn hợp chất, chất lượng nước, thiết bị sấy và kiểm soát quy trình.
Câu trả lời nhanh: Đốm nước thường xuất phát từ khoáng chất hòa tan, nước quá cứng, nước quy trình bẩn, rửa không kỹ, nồng độ hợp chất không đúng, sấy chậm, hoặc các chi tiết chạm vào nhau khi còn ướt. Để khắc phục vấn đề, hãy cải thiện chất lượng nước, sử dụng đúng hợp chất hoàn thiện, rửa kỹ, tách chi tiết nhanh và sấy bằng không khí ấm có kiểm soát hoặc sấy ly tâm.
Nguyên nhân gây đốm nước sau khi hoàn thiện rung là gì?
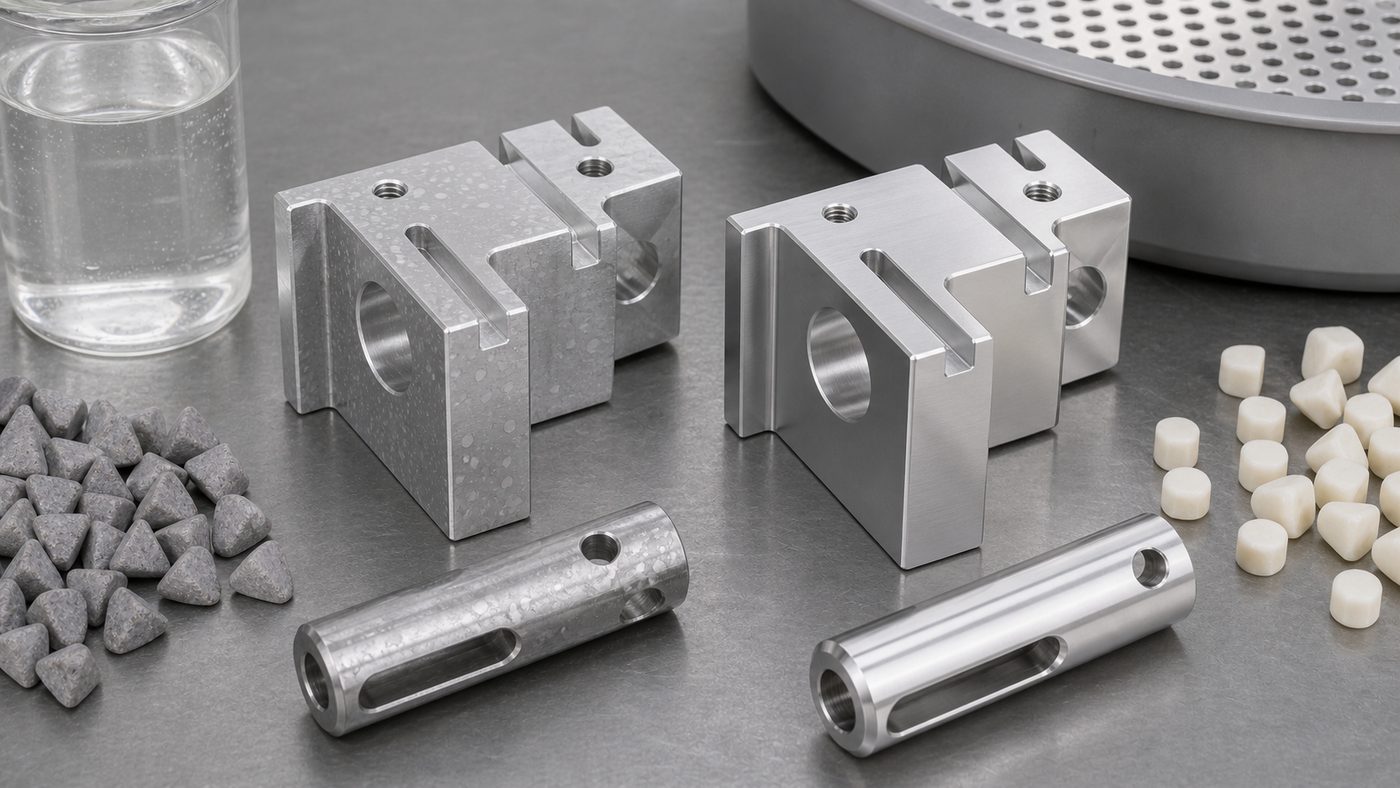
Trong quá trình hoàn thiện rung ướt, các chi tiết được xử lý cùng vật mài, nước và hợp chất. Sau chu trình, chất lỏng vẫn còn lại trên bề mặt chi tiết. Nếu chất lỏng đó chứa khoáng chất, hạt mài mịn, hạt kim loại, dầu dư hoặc dư lượng hợp chất, nó có thể khô lại trên bề mặt và để lại vết nhìn thấy được.
Đốm nước thường xuất hiện trên các chi tiết bằng nhôm, thép không gỉ, đồng thau, hợp kim kẽm và các chi tiết phần cứng trang trí. Chúng đặc biệt dễ thấy trên các bề mặt sáng, mịn hoặc đã đánh bóng.
Nước cứng
Khoáng chất trong nước chưa xử lý có thể bám lại trên bề mặt chi tiết sau khi bay hơi, tạo ra các vết trắng hoặc mờ đục.
Rửa không kỹ
Nếu hợp chất, hạt mài mịn hoặc cặn kim loại không được loại bỏ trước khi sấy, chúng có thể để lại vết bẩn hoặc vệt sọc.
Mức hợp chất không đúng
Quá nhiều hoặc quá ít hợp chất có thể ảnh hưởng đến khả năng làm sạch, bôi trơn, kiểm soát bọt và hành vi cặn bám.
Sấy chậm
Các chi tiết bị ướt quá lâu sẽ khiến giọt nước bay hơi không đồng đều, làm tăng khả năng xuất hiện vết đốm.
Kiểm tra vấn đề trước khi thay đổi toàn bộ quy trình
Đừng vội thay máy hoặc vật mài khi xuất hiện đốm nước. Trước tiên, hãy xác định nguồn gốc của vết. Trong nhiều nhà máy, nguyên nhân gốc nằm ở giai đoạn sau chu trình hoàn thiện: nước rửa bẩn, thoát nước kém, sấy chậm hoặc tách chi tiết không hiệu quả.
Nếu các chi tiết trông sạch khi còn ướt nhưng xuất hiện đốm sau khi khô, thì vấn đề có thể là chất lượng nước, cặn dư hoặc tốc độ sấy. Nếu các chi tiết đã trông bẩn ngay khi rời khỏi "máy hoàn thiện rung", thì vấn đề có thể nằm ở hợp chất, độ sạch của vật mài, lưu lượng nước hoặc nhiễm bẩn quy trình.
máy hoàn thiện rung, vấn đề có thể nằm ở hợp chất, độ sạch của vật mài, lưu lượng nước hoặc nhiễm bẩn quy trình.
Đốm nước thường xuất hiện sau quá trình bay hơi. Hãy kiểm tra bước rửa, chất lượng nước và tốc độ sấy trước khi thay đổi toàn bộ quy trình hoàn thiện.
Sử dụng đúng hợp chất hoàn thiện
Hợp chất hoàn thiện không chỉ dùng để làm sạch. Chúng giúp kiểm soát bọt, giữ các hạt đã loại bỏ ở trạng thái lơ lửng, cải thiện bôi trơn, bảo vệ bề mặt và giảm cặn dư. Nếu hợp chất không phù hợp với vật liệu hoặc quy trình, hiện tượng đốm nước có thể trở nên nghiêm trọng hơn.
Đối với các chi tiết bằng nhôm và hợp kim kẽm, việc lựa chọn hợp chất đặc biệt quan trọng vì các vật liệu này dễ bị ố hơn. Đối với chi tiết thép không gỉ, vấn đề chính thường là loại bỏ cặn và đảm bảo sấy ổn định.
Cải thiện bước rửa và chất lượng nước
Quá trình rửa phải loại bỏ cặn hợp chất, hạt mài mịn, hạt kim loại và nước bẩn trước khi sấy. Nếu có thể, hãy sử dụng rửa tràn bằng nước sạch hoặc một giai đoạn rửa riêng sau khi hoàn thiện. Với các chi tiết yêu cầu thẩm mỹ cao, nước làm mềm hoặc nước khử ion có thể giúp giảm hiện tượng đốm do khoáng chất.
Triệu chứng
Nguyên nhân có khả năng
Hành động khắc phục
Các đốm trắng đục
Khoáng chất trong nước cứng
Cải thiện chất lượng nước, sử dụng nước xả đã làm mềm hoặc khử ion cho các chi tiết quan trọng
Cặn dính hoặc nhờn
Hợp chất không đúng hoặc bị nhiễm bẩn
Điều chỉnh loại và nồng độ hợp chất, làm sạch bể xử lý
Vết đen trên nhôm
Nước bẩn, hạt kim loại mịn hoặc hóa chất không phù hợp
Cải thiện dòng chảy nước, sử dụng hợp chất an toàn cho nhôm, giảm thời gian tiếp xúc với nước bẩn
Vết giọt ngẫu nhiên
Khô chậm hoặc nước đọng
Tách các chi tiết nhanh chóng và sử dụng thiết bị sấy có kiểm soát
Vết bên trong lỗ hoặc hốc
Chất lỏng bị giữ lại
Cải thiện hướng đặt chi tiết, thổi khí, thoát nước hoặc chu trình sấy
Sấy khô chi tiết nhanh chóng và đồng đều
Một bước sấy khô tốt thường là yếu tố quyết định giữa chi tiết đạt yêu cầu và bị loại. Sau khi hoàn thiện ướt và rửa, các chi tiết không nên nằm chồng thành đống ướt. Nước bị giữ lại giữa các chi tiết, bên trong lỗ hoặc trên bề mặt phẳng có thể khô không đều và để lại vết.
Máy sấy công nghiệp máy sấy giúp loại bỏ nước đồng đều hơn. Tùy thuộc vào kích thước và hình dạng chi tiết, có thể sử dụng máy sấy khí ấm, máy sấy ly tâm hoặc quy trình sấy bằng vật liệu sấy. Lựa chọn phù hợp phụ thuộc vào vật liệu chi tiết, hình dạng, yêu cầu bề mặt và quy trình sản xuất.
Độ sạch của vật liệu cũng quan trọng
Vật liệu mài có thể mang theo hợp chất cũ, hạt kim loại mịn, bùn mài mòn, dầu hoặc cặn oxit trở lại bề mặt chi tiết. Nếu vết nước vẫn tiếp tục xuất hiện ngay cả sau khi cải thiện quá trình rửa và sấy, hãy kiểm tra xem vật liệu và bồn máy có cần làm sạch hay không.
Loại vật liệu cũng ảnh hưởng đến lượng nước bám theo. Vật liệu gốm và vật liệu nhựa có các kết cấu bề mặt, mật độ và hành vi cặn khác nhau. Đối với các chi tiết yêu cầu thẩm mỹ cao, độ sạch của vật liệu và tính tương thích của hợp chất nên được đưa vào kiểm tra quy trình.
Danh sách kiểm tra quy trình thực tế
Kiểm tra xem các vết xuất hiện trước hay sau khi sấy khô.
Đo hoặc so sánh độ cứng của nước nếu thường xuất hiện các vết cặn khoáng trắng.
Xác nhận loại hóa chất và nồng độ phù hợp với vật liệu chi tiết.
Sử dụng đủ lưu lượng nước để loại bỏ hạt mịn và dung dịch bẩn.
Rửa sạch các chi tiết trước khi sấy, đặc biệt với bề mặt bóng hoặc trang trí.
Không để các chi tiết ướt nằm chồng đống sau khi tách.
Sử dụng phương pháp sấy có kiểm soát thay vì phụ thuộc vào sấy khô tự nhiên chậm.
Vệ sinh máy, vật liệu mài, lưới sàng và khu vực tách định kỳ.
Giải pháp liên quan
Nếu bạn đang cải thiện quy trình gia công khối ướt, các trang này có thể giúp bạn so sánh các loại máy, vật liệu mài, hóa chất và thiết bị sấy phù hợp:
Máy đánh bóng rung Hóa chất đánh bóng Máy sấy công nghiệp Vật liệu mài gốm Vật liệu mài nhựa Ứng dụng đánh bóng
Cần hỗ trợ xử lý vết nước sau khi hoàn thiện?
Gửi cho chúng tôi vật liệu chi tiết, loại máy đánh bóng, vật liệu mài, hóa chất, điều kiện nước, phương pháp sấy và hình ảnh các vết nước. JINTAIJIN có thể giúp xem xét quy trình và đề xuất hóa chất phù hợp, phương pháp rửa, máy sấy hoặc quy trình thử nghiệm.
Liên hệ đội ngũ hoàn thiện của chúng tôi để xử lý sự cố vết nước












 Mạng IPv6 được hỗ trợ
Mạng IPv6 được hỗ trợ 









 +86-592-2381506
+86-592-2381506 