Vật liệu mài gốm so với vật liệu mài nhựa: Cách chọn vật liệu mài phù hợp
Apr 29 , 2026
Vật liệu mài gốm so với vật liệu mài nhựa: Cách chọn vật liệu mài phù hợp
Việc lựa chọn giữa vật liệu mài gốm và vật liệu mài nhựa là một trong những quyết định quan trọng nhất trong quy trình hoàn thiện sản phẩm hàng loạt. Vật liệu mài phù hợp có thể loại bỏ bavia, làm mịn các cạnh, cải thiện độ đồng nhất bề mặt và giảm công việc thủ công. Vật liệu mài không phù hợp có thể làm hỏng các chi tiết, tạo ra bề mặt hoàn thiện kém, kẹt trong các lỗ hoặc làm tăng thời gian chu kỳ một cách không cần thiết.
Hướng dẫn này giải thích sự khác biệt trong cách hoạt động của vật liệu đánh bóng bằng gốm và nhựa, từng loại phù hợp nhất ở đâu và cách chọn lựa phương án phù hợp với vật liệu, tình trạng gờ, hình dạng chi tiết và độ hoàn thiện mong muốn.
Câu trả lời ngắn gọn:
Vật liệu mài gốm thường tốt hơn cho việc cắt mạnh, loại bỏ bavia và làm mềm cạnh. Vật liệu mài nhựa thường tốt hơn cho kim loại mềm hơn, các chi tiết mỏng manh, đánh bóng sơ bộ và giảm hư hại do va chạm giữa các chi tiết. Sự lựa chọn cuối cùng cũng cần xem xét hình dạng, kích thước của vật liệu mài, kích thước lỗ trên chi tiết, bề mặt cần mài và kết quả thử nghiệm mẫu.
Vật liệu gốm sứ là gì?
Vật liệu gốm
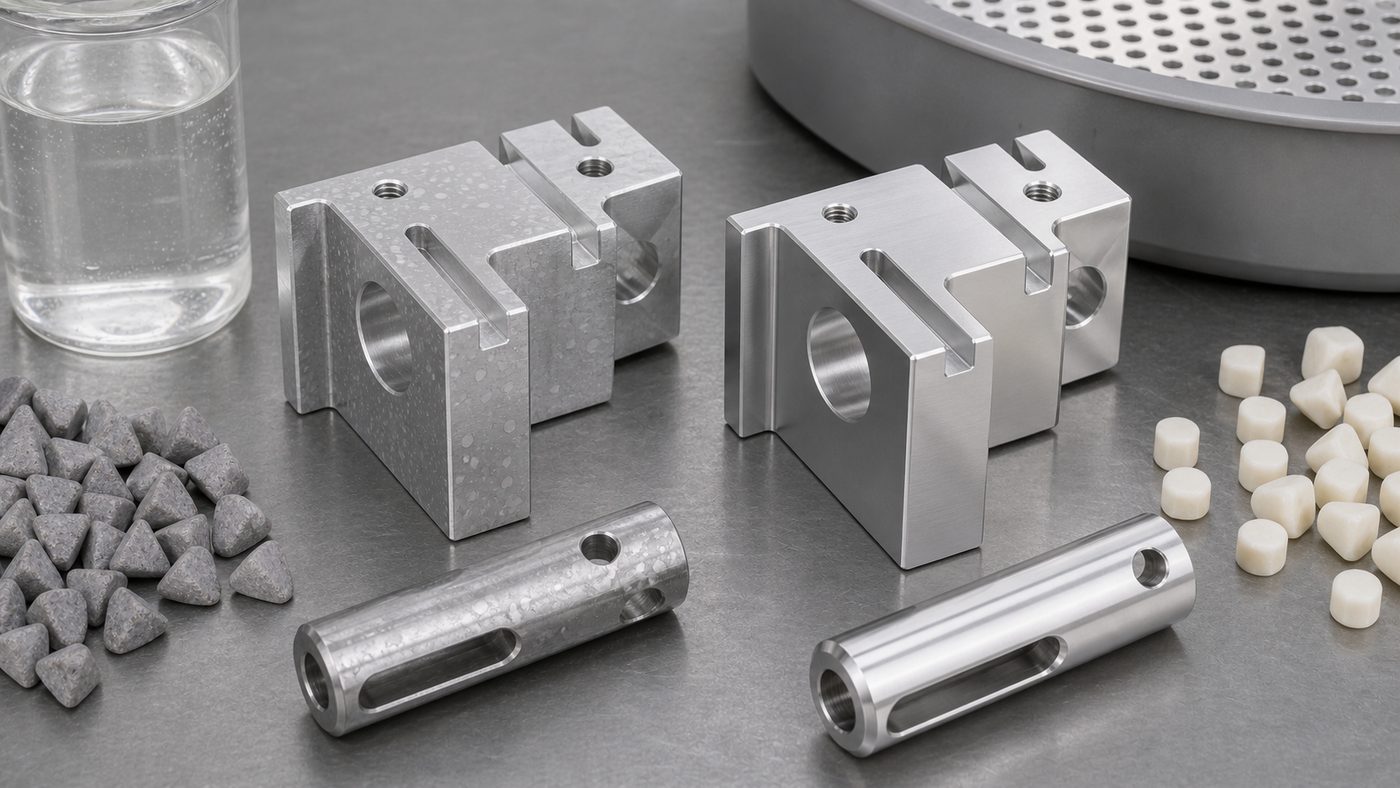
Đây là loại vật liệu mài mòn dạng thùng quay, được làm từ các vật liệu mài mòn liên kết với nhau thành nhiều hình dạng khác nhau, chẳng hạn như hình tam giác, hình trụ, hình cắt góc, hình nón và hình cầu. Vì nó cứng hơn và nặng hơn vật liệu mài mòn bằng nhựa, nên nó thường cho hiệu quả cắt mạnh hơn.
Vật liệu gốm thường được sử dụng khi các chi tiết cần loại bỏ bavia, bo tròn cạnh, loại bỏ oxit, loại bỏ cặn hoặc làm mịn bề mặt nói chung trước khi đánh bóng, phủ lớp, mạ hoặc lắp ráp.
Ưu điểm chung của vật liệu gốm
Khả năng cắt tốt đối với các loại gờ có kích thước trung bình đến lớn.
Tuổi thọ sử dụng lâu hơn so với nhiều loại vật liệu mềm khác.
Thích hợp cho thép, thép không gỉ, sắt, đồng, đồng thau và nhiều chi tiết đúc.
Có nhiều hình dạng và kích thước khác nhau để phù hợp với các hình dạng chi tiết khác nhau.
Hoạt động tốt trong nhiều trường hợp.
máy hoàn thiện rung
ứng dụng.
Vật liệu nhựa là gì?
Vật liệu nhựa
Nó nhẹ hơn so với chất liệu mài gốm và thường được sử dụng cho các kim loại mềm hơn hoặc các bộ phận cần tác động hoàn thiện nhẹ nhàng hơn. Nó thường được lựa chọn cho nhôm, hợp kim kẽm, đồng thau, hợp kim magie và các bộ phận đúc khuôn, nơi chất liệu mài mạnh có thể gây ra vết lõm, hiện tượng sần sùi hoặc làm tròn cạnh quá mức.
Vật liệu mài bằng nhựa cũng hữu ích khi mục tiêu là tạo ra bề mặt tiền đánh bóng mịn hơn thay vì chỉ loại bỏ các gờ lớn.
Ưu điểm phổ biến của vật liệu nhựa
Tác động nhẹ nhàng hơn lên kim loại mềm và các bộ phận trang trí.
Nguy cơ hư hỏng giữa các bộ phận thấp hơn so với các vật liệu nặng hơn.
Thích hợp cho các sản phẩm đúc khuôn bằng nhôm, các bộ phận hợp kim kẽm và các bộ phận gia công chính xác.
Hữu ích cho việc đánh bóng sơ bộ và làm mịn bề mặt trước khi hoàn thiện cuối cùng.
Có sẵn các hình dạng hình nón, hình chóp, hình nêm và các hình dạng khác để tạo ra các bề mặt phức tạp.
Vật liệu mài bằng gốm thường cho khả năng cắt mạnh hơn, trong khi vật liệu mài bằng nhựa thường được sử dụng cho các vật liệu mềm hơn và cho phép kiểm soát bề mặt tốt hơn.
So sánh vật liệu lọc gốm và vật liệu lọc nhựa
Nhân tố
Vật liệu gốm
Vật liệu nhựa
Sức cắt
Khả năng cắt từ trung bình đến mạnh
Lực cắt nhẹ đến trung bình
Trọng lượng truyền thông
Nặng hơn, lực tác động mạnh hơn
Nhẹ nhàng hơn, dịu nhẹ hơn cho các bộ phận cơ thể.
Tốt nhất cho
Thép, thép không gỉ, sắt, hợp kim cứng hơn, các bộ phận đúc
Nhôm, hợp kim kẽm, đồng thau, hợp kim magie, các kim loại mềm hơn
Mục đích điển hình
Loại bỏ bavia, làm tròn cạnh, tẩy cặn, làm nhẵn bề mặt
Đánh bóng sơ bộ, loại bỏ bavia nhẹ, tinh chỉnh bề mặt, giảm thiểu hư hỏng
Rủi ro
Có thể quá mạnh đối với các bộ phận nhạy cảm hoặc mềm mại.
Có thể quá chậm đối với các vật liệu cứng hoặc có nhiều gờ lớn.
Kết quả bề mặt
Sẽ có nhiều vạch cắt hơn nếu sử dụng các loại giấy nhám có độ cứng cao.
Bề mặt mịn hơn, được kiểm soát tốt hơn trước khi đánh bóng.
Cách chọn phương tiện truyền thông phù hợp
Việc lựa chọn loại vật liệu in ấn phù hợp bắt đầu từ chính chi tiết cần gia công, chứ không phải từ danh mục vật liệu. Trước khi chọn loại vật liệu in, cần kiểm tra vật liệu, kích thước chi tiết, kích thước gờ, bề mặt cần gia công, kích thước lỗ, chiều rộng rãnh và khả năng chịu va đập của chi tiết.
Hãy chọn vật liệu gốm khi...
Độ nhám của lưỡi dao ở mức trung bình hoặc nặng.
Vật liệu này cứng hơn hoặc có khả năng chống mài mòn tốt hơn.
Bạn cần phải làm phẳng các cạnh trước khi sơn hoặc lắp ráp.
Chu trình sản xuất phải hiệu quả đối với sản xuất hàng loạt.
Hãy chọn vật liệu nhựa khi...
Chi tiết này được làm bằng nhôm, hợp kim kẽm hoặc một kim loại mềm hơn khác.
Bề mặt phải tránh bị lõm hoặc có vết va đập mạnh.
Bạn cần mài nhẹ hoặc đánh bóng sơ bộ.
Bộ phận này có các bề mặt trang trí hoặc có thể nhìn thấy được.
Đừng bỏ qua hình dạng và kích thước của phương tiện truyền thông.
Chất liệu giấy nhám chỉ là một phần trong quyết định. Hình dạng và kích thước cũng quan trọng không kém. Giấy nhám tốt phải tiếp xúc được với bề mặt cần hoàn thiện, nhưng không được kẹt bên trong các lỗ, ren, rãnh hoặc các khoang kín.
Đối với các chi tiết có hình dạng phức tạp, hãy thử nghiệm các hình dạng khác nhau trước khi sản xuất hàng loạt. Lưỡi cắt hình tam giác có thể hoạt động tốt cho các góc và bề mặt phẳng, trong khi lưỡi cắt hình nón hoặc hình chóp có thể tiếp cận các cạnh khác nhau. Các hình dạng tròn hơn có thể giảm nguy cơ kẹt ở một số chi tiết, nhưng có thể không cắt hiệu quả ở những khu vực hẹp.
Máy móc và hợp chất cũng ảnh hưởng đến kết quả.
Cùng một loại vật liệu lọc có thể cho kết quả khác nhau trong các máy khác nhau. Ví dụ, một máy trộn rung tiêu chuẩn,
máy rung bồn tắm
,
máy hoàn thiện thùng
Hoặc hệ thống hoàn thiện ly tâm đều có thể tạo ra các kiểu tiếp xúc khác nhau giữa các bộ phận và môi trường.
Hợp chất hoàn thiện
Các thành phần khác cũng rất quan trọng. Chúng giúp làm sạch bề mặt, kiểm soát bọt, cải thiện khả năng bôi trơn, giữ các hạt đã loại bỏ lơ lửng và ổn định quá trình hoàn thiện. Nếu nồng độ hợp chất hoặc lưu lượng nước không phù hợp, ngay cả khi sử dụng đúng chất tẩy rửa cũng có thể cho kết quả không ổn định.
Những lỗi thường gặp khi lựa chọn
Chọn vật liệu gốm chỉ vì nó cắt nhanh hơn, ngay cả khi chi tiết mềm hoặc dễ bị hư hỏng.
Chọn vật liệu nhựa cho các vết gờ lớn cần lực cắt mạnh hơn.
Bỏ qua các lỗ, rãnh, ren và khoang bên trong khi chọn kích thước vật liệu lọc.
Sử dụng một loại phương tiện truyền thông duy nhất cho mọi chất liệu và mọi hình dạng chi tiết.
Đánh giá quy trình chỉ dựa trên vẻ bề ngoài mà không kiểm tra thời gian chu kỳ, độ bám dính, sự phân tách và công đoạn làm lại thủ công.
Phương pháp kiểm tra được đề xuất
Đối với một chi tiết mới, việc thử nghiệm mẫu nên so sánh ít nhất hai hoặc ba tùy chọn vật liệu lọc. Thử nghiệm cần đo lường khả năng loại bỏ bavia, tình trạng cạnh, độ đồng nhất bề mặt, hư hỏng chi tiết, sự bám dính của vật liệu lọc, hiệu quả tách và tổng thời gian chu kỳ.
Thông thường, phạm vi thiết lập ban đầu có thể bao gồm các vật liệu, hình dạng và kích thước khác nhau. Các thiết lập cuối cùng nên được kiểm tra với các mẫu linh kiện vì những thay đổi nhỏ về hình dạng linh kiện có thể làm thay đổi hoàn toàn kết quả.
Các giải pháp liên quan
Nếu bạn đang so sánh các phương tiện truyền thông cho một dự án sản xuất thực tế, những trang này có thể giúp bạn đánh giá thiết bị và vật tư tiêu hao:
Vật liệu gốm
Vật liệu nhựa
Vật liệu mài
Máy hoàn thiện rung
Ứng dụng hoàn thiện
Bạn cần trợ giúp trong việc lựa chọn vật liệu đánh bóng?
Hãy gửi cho chúng tôi thông tin về vật liệu, kích thước, tình trạng gờ, bề mặt hiện tại, độ hoàn thiện mục tiêu và số lượng sản xuất của chi tiết. JINTAIJIN có thể giúp bạn đề xuất các loại vật liệu gốm, vật liệu nhựa, hợp chất phù hợp và quy trình thử nghiệm mẫu cho chi tiết của bạn.
Vui lòng liên hệ với đội ngũ hoàn thiện của chúng tôi để được hỗ trợ lựa chọn phương tiện truyền thông.










 Mạng IPv6 được hỗ trợ
Mạng IPv6 được hỗ trợ 









 +86-592-2381506
+86-592-2381506 